To optimize the selection of a vibration isolator one should consider:
- device’s full mass
- amount of points of support
- load concentration on a point of support
- rotational speed of spinning/rotating elements
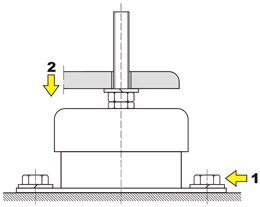
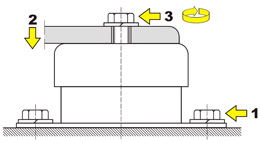
- fixing method to a mounted device
Mushroom vibration isolators selection and construction data tables.
| Type and size of a vibration isolator | Axial load range [kg] | Natural vibrational frequency [Hz] | Minimum percentile effectiveness of vibration isolation at a specified driving frequency in [Hz] or [rpm] | |||
|---|---|---|---|---|---|---|
| 50 Hz 3000 rpm | 25 Hz 1500 rpm | 16,6 Hz 1000 rpm | 12,5 Hz 750 rpm | |||
| GM – A | 4 – 24 | 9,1 – 5,96 | 97 | 88 | – | – |
| GM – B | 20 – 40 | 7,4 – 5,96 | 98 | 93 | – | – |
| GM – C | 35 – 60 | 6,9 – 5,96 | 98 | 93 | – | – |
| GM – D | 55 – 80 | 6,6 – 5,96 | 98 | 93 | – | – |
| GM – E | 75 – 130 | 7,0 – 5,96 | 98 | 93 | – | – |
| GM – F | 120 – 170 | 6,6 – 5,96 | 98 | 93 | – | – |
| GMW – A | 30 – 55 | 5,2 – 4,46 | 99 | 96 | 91 | – |
| GMW – B | 40 – 65 | 5,1 – 4,46 | 99 | 96 | 92 | – |
| GMW – C | 55 – 100 | 5,3 – 4,46 | 99 | 95 | 92 | – |
| GMW – D | 90 – 125 | 4,8 – 4,46 | 99 | 96 | 92 | – |
| GMW – E | 120 – 190 | 5,3 – 4,46 | 97 | 95 | 90 | – |
| GMW – F | 175 – 320 | 5,2 – 4,46 | 98 | 96 | 91 | – |
| GD – A | 70 – 130 | 5,0 – 3,95 | 99 | 97 | 93 | – |
| GD – B | 100 – 190 | 5,0 – 3,95 | 99 | 98 | 93 | – |
| GD – C | 170 – 280 | 5,0 – 3,95 | 99 | 97 | 93 | – |
| GD – D | 190 – 350 | 5,0 – 3,95 | 99 | 97 | 93 | – |
| GD – E | 270 – 480 | 5,0 – 3,95 | 99 | 96 | 92 | – |
| GD – F | 380 – 800 | 5,0 – 3,95 | 99 | 97 | 92 | – |
| GDW – A | 80 – 170 | 3,72 – 3,16 | 99 | 99 | 95 | 92 |
| GDW – B | 120 – 220 | 3,72 – 3,16 | 99 | 99 | 95 | 92 |
| GDW – C | 150 – 320 | 3,72 – 3,16 | 99 | 99 | 95 | 91 |
| GDW – D | 210 – 390 | 3,72 – 3,16 | 99 | 99 | 95 | 91 |
| GDW – E | 330 – 650 | 3,72 – 3,16 | 99 | 99 | 94 | 90 |
| GDW – F | 520 – 1000 | 3,72 – 3,16 | 99 | 99 | 95 | 92 |

| Type and size of a vibration isolator | Mass 1 pc. [kg] | Dimensions [mm] | Fixing method | ||||||
|---|---|---|---|---|---|---|---|---|---|
| H* | D | A | B | C | d | Mandrel ** | Socket | ||
| MxL [mm] | Mxg [mm] | ||||||||
| GM | 0,9 | 44 | 80 | 130 | 80 | 110 | 9 | M12x80 | M12x14 |
| GMW | 1,0 | 59 | |||||||
| GD | 2,4 | 78 | 125 | 190 | 120 | 158 | 17 | M16x100 | M16x21 |
| GDW | 2,9 | 108 | |||||||
©All rights reserved.
* without load
** possibility of manufacturing a screw with a different thread M and length L.
** possibility of manufacturing a screw with a different thread M and length L.